Размеры сечения раскроя, мм
| | угол | круг | прямоугольник низкий | прямоугольник высокий | квадрат | сплошной круг | сплошной квадрат | пористый прямоугольник |
| | 0° | 460 | 620 x 460 | 620 x 460 | 460 | - | - | - |
| Вправо | 45° | 405 | 410 x 280 | 380 x 460 | 405 | - | - | - |
| Вправо | 60° | 260 | 265 x 320 | 255 x 460 | 265 | - | - | - |
Техническое описание
Станина
Сварная конструкция устойчива к вибрациям, имеет встроенный резервуар для СОЖ и съёмную панель для стружки. Пильная рама
Жёсткая сварная конструкция пильной рамы устойчива к вибрациям и обеспечивает тихий и точный раскрой. Пильная рама наклонена относительно плоскости заготовки на 2°. Такой угол наклона делает канал раскроя короче для профильных заготовок и труб. Уменьшенный канал раскроя позволяет использовать более тонкий инструмент и работать на более высоких скоростях подачи пильной рамы. Как следствие, увеличивается жизненный цикл пилы, точность и время раскроя. Колонны
Пильная рама расположена на двух жёстких колоннах и надёжно закреплена на твердосплавных линейных направляющих. Колонны соединены угловыми креплениями и составляют единый модуль с пильной рамой. Регулировка высоты пильной рамы
Позиционирование пильной рамы по высоте регулируется с панели управления. Положение высоты сохраняется в памяти станка и пильная рама возвращается в исходную позицию после завершения распила. В меню возможно регулировать остановку пильной рамы в нижней части, после завершения реза. Зажим материала
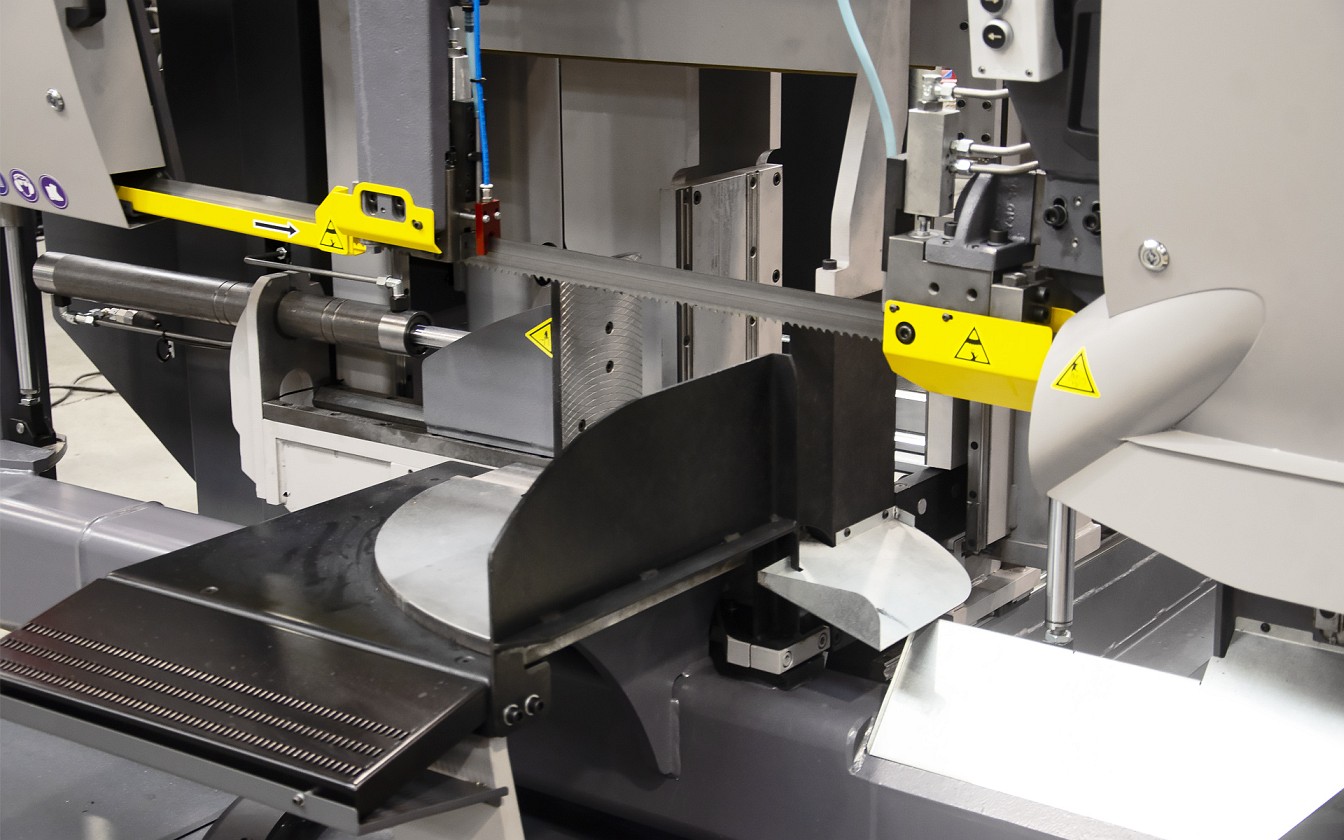
Зажим материала осуществляется основными и подающими тисками за счёт полноходных гидроцилиндров. Регулировка давления тисков устанавливается как дополнительная комплектация и используется, как правило для работы с тонкостенными заготовками. Подающие тиски движутся по твердосплавным рельсам. Максимальная длина подачи тисков за один ход (без перехвата заготовки) составляет 750 мм. Позиционирование заготовок осуществляется подающими тисками с магнитным датчиком с точностью в 0,1 мм. Натяжение полотна
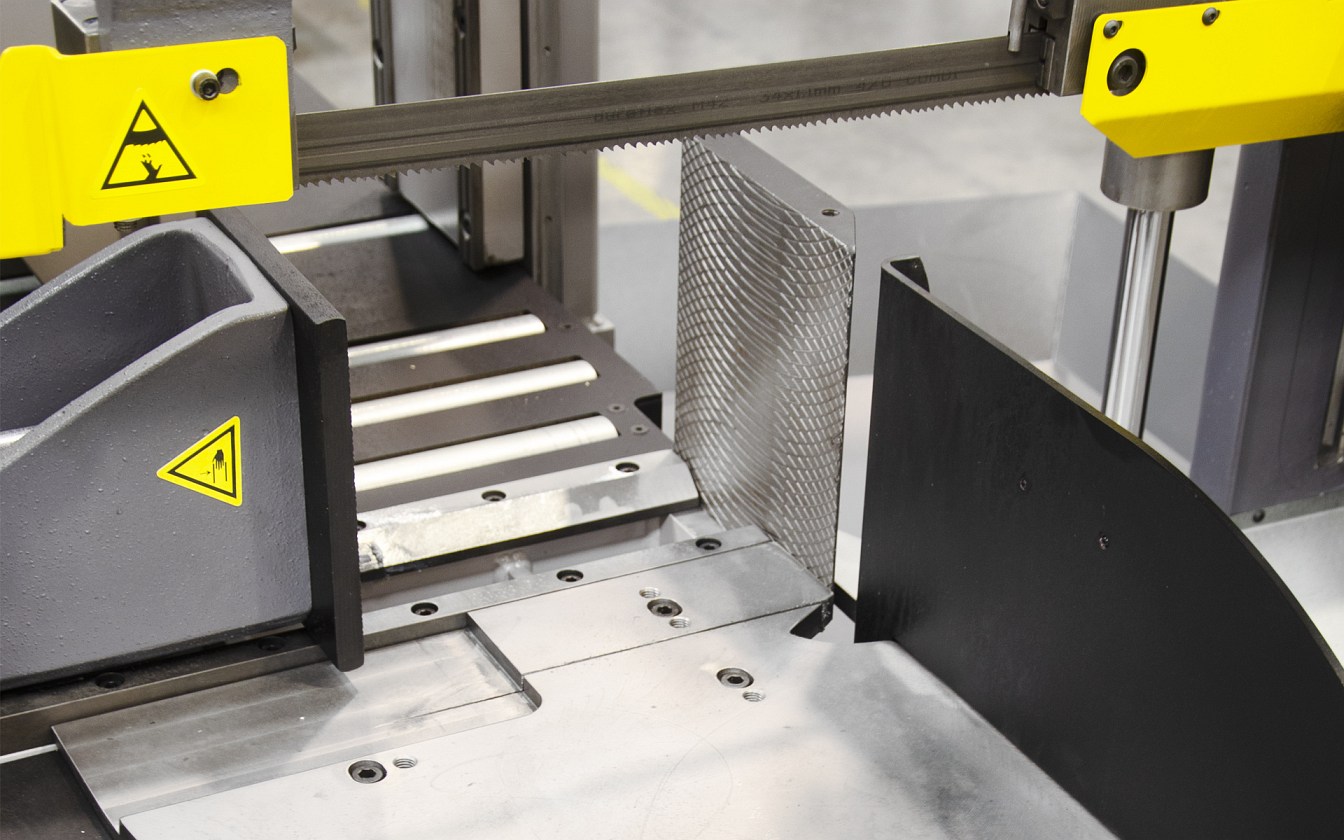
Натяжение пильного полотна происходит вручную. Натяжение и разрыв полотна пилы контролируются концевыми выключателями. Сила натяжения контролируется манометром. Направляющие ленточного полотна пилы
Режущее полотно пилы движется по вращающимся шкивам. На линии реза полотно зафиксировано направляющими блоками. Направляющие из закалённой стали обеспечивают точность хода и долгий жизненный цикл ленточного полотна. Левый направляющий блок пильного полотна крепится на призмообразном держателе. Направляющий блок смещается автоматически, в зависимости от параметров заготовки. Привод пилы
Ленточнопильный станок работает от мощного двигателя на 5,5 кВт и массивного червячного редуктора, имеется возможность регулировки скорости перемещения ленточного полотна в диапазоне от 20-120 м/мин посредством частотного преобразователя.Скорость движения полотна пилы отображается на пульте управления оператора. Система автоматической регулировки давления пильной рамы на заготовку
Система автоматической регулировки давления пильной рамы на заготовку служит для изменения скорости подачи пильной рамы в зависимости от типа материала и её габаритов. Сопротивление материала передаётся на шток регулировочного клапана, установленного на направляющем блоке пилы. При избыточном давлении перекрывается перепускной клапан, ограничивается подача гидравлического масла, замедляется скорость опускания пильной рамы. Таким образом, скорость подачи пильной рамы при опускании во время раскроя заготовки регулируется без вмешательства оператора. Наличие этой системы позволяет станку регулировать скорость подачи в зависимости от меняющихся параметров процесса реза Гидравлическая система
Гидравлическая станция находится в хорошо доступном месте станины. Блокирующий клапан гидравлической системы является разделённым, что облегчает сервисные работы и регулировку. Система контроля
Весь контроль станка завязан на пульте управления, который можно расположить в любом удобном месте, рядом со станком. Станок оборудован контроллером с экраном. Интерфейс контроллера оснащён простой и понятной структурой. Сообщения об ошибках и информация чётко и лаконично отображаются на экране. Стандартная комплектация
- Двухколонное исполнение.
- Пильная рама движется по предварительно натянутым твердосплавным линейным направляющим.
- Поворот пильной рамы осуществляется в ручном режиме и производится в одну сторону в диапазоне 90°/0°–60° вправо.
- Полноходные подающие и зажимные тиски.
- Бесступенчатая регулировка скорости движения ленточного полотна пилы.
- Твердосплавные направляющие, обеспечивающие высокоточный раскрой.
- Бесступенчатая регулировка скорости подачи пильной рамы на заготовку.
- Автоматическая регулировка давления пилы на материал в зависимости от сопротивления материала.
- Автоматическое выключение станка, при разрыве ленточного полотна пилы или его недостаточном натяжении.
- Цифровая регулировка высоты подъёма пильной рамы.
- Мощный и надёжный привод ленточного полотна пилы.
- Контроль за процессом работы с текстового дисплея с перепончатой клавиатурой.
- Пульт управления можно расположить рядом со станком.
- Мощный насос высокого давления.
- Информация отображается на LCD дисплее.
- Точное позиционирование заготовки подающими тисками с магнитным датчиком.
Рольганги
Серия Х
Очень гибкое решение для обработки тяжелых заготовок. Благодаря уникальному профилю роликовые транспортеры серии X выдерживают большие нагрузки (до 2500 кг на 1 метр погонный у стандартных рольгангов). В зависимости от грузоподъемности меняются диаметры и типы роликов, их кол-во и межцентровое расстояние. Широкий ассортимент дополнительной оснастки позволяет комплектовать рольганги под требования заказчика. Рольганги выпускаются в приводной и не приводной версиях. Рольганги могут комплектоваться приводными поперечными цепными столами для загрузки и выгрузки заготовок. Для подбора системы загрузки и выгрузки заготовок обращайтесь к менеджеру.