Production 500.460 ANC
Технические характеристики
| Рабочий инструмент | Ленточное полотно |
|---|---|
| Максимальная ширина заготовки, мм | 500 |
| Максимальная высота заготовки, мм | 460 |
| Максимальный диаметр заготовки, мм | 460 |
| Тип исполнения | Двухколонный |
| Режим эксплуатации | Автоматический |
| Угол поворота пильной рамы | 0° |
| Привод, кВт | 5.5 |
| Ширина и толщина ленточного полотна, мм | 41х1,3 |
| Вес, кг | 2200 |
| Длина ленточного полотна, мм | 5730 |
| Минимальный остаток заготовки, мм | 78 |
| Подключение | 3х400 В/50 Гц |
| Ход подающих тисков , мм | 750 |
| Длина, мм | 3700 |
| Ширина, мм | 2100 |
| Высота, мм | 2500 |
Фото и видео товара




Заказ товара
Цена по запросу
ЗаказатьРазмеры сечения раскроя, мм
| угол | круг | прямоугольник низкий | прямоугольник высокий | квадрат | сплошной круг | сплошной квадрат | пористый прямоугольник |
| 0° | 460 | 500 x 460 | 500 x 460 | 460 | - | - | - |
Техническое описание
Основание станка
Стабильная, жесткая, сварная конструкция, заполненная полимербетоном. Станок можно дооснастить конвейером для отвода стружки (опция).Пильная рама
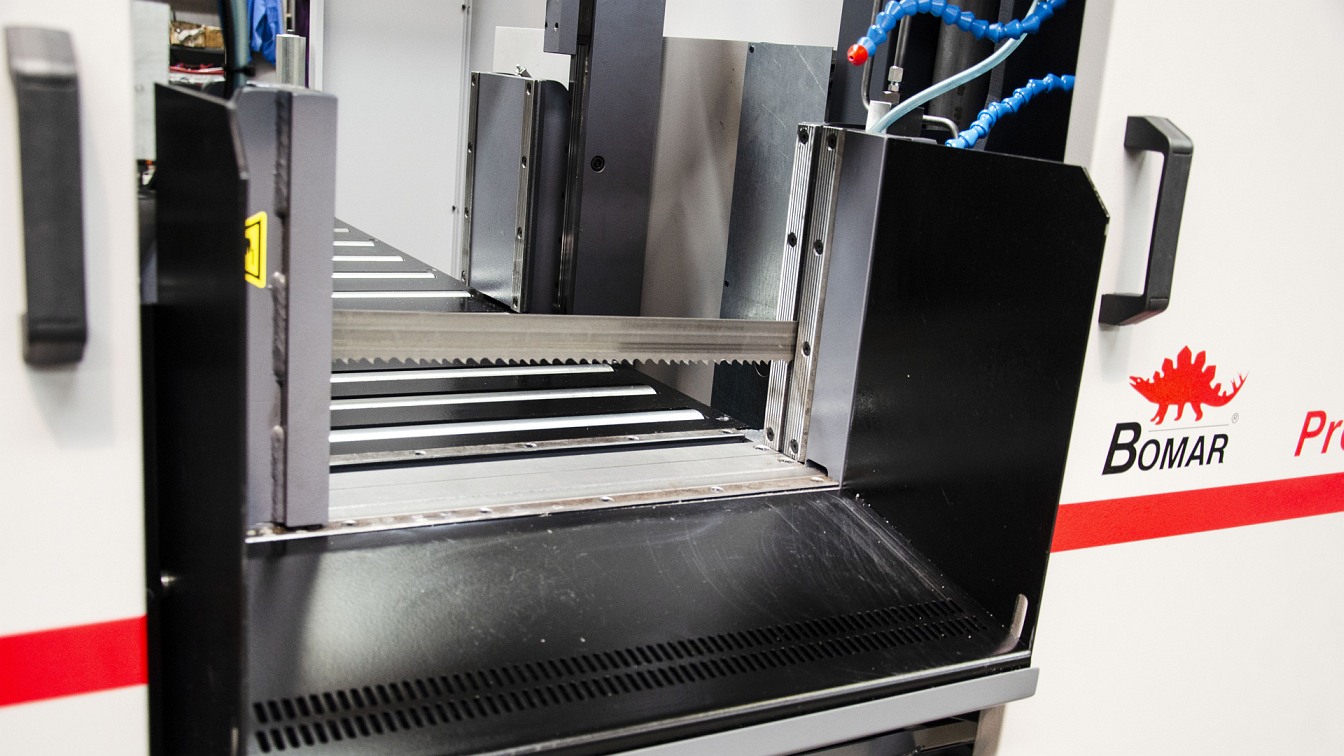
Стабильная, жесткая, сварная конструкция пильной рамы, заполненная внутри конструкционного профиля полимерным бетоном, устойчива к вибрациям и гарантирует тихий и точный раскрой.Направляющие пильной рамы
Пильная рама перемещается по двум колоннам с линейными направляющими (предварительно нагруженными, без зазора). Колонны точно закреплены у основания и верхней части. Колонны заполнены смесью полимерного бетона для поглощения вибраций.Основные тиски
Основные тиски оснащены большим гидравлическим цилиндром, ход штока которого осуществляется на полную длину, и низко изнашиваемыми направляющими.Основные тиски разделены на 2 части – сдвоены, поэтому имеется возможность зажимать заготовку до и после зоны раскроя. Губки тисков упрочненные, с рифленой поверхностью.Подающие тиски
Подающие тиски – плавающие по высоте – для компенсации неровности подаваемого материала. Губки тисков перемещаются по низко изнашиваемым направляющим. Губки тисков упрочнены и имеют рифленую поверхность.Перемещение подающих тисков
Перемещение подающих тисков производится посредством шаровинтовой пары (без зазора) и серводвигателя. Ход подающих тисков без перехвата заготовки составляет 750 мм. Позиционирование тисков по всей длине подачи производится посредством точной магнитной системы измерения: магнитного датчика и магнитной ленты.Натяжение полотна пилы
Натяжение ленточного полотна пилы осуществляется при помощи гидравлического цилиндра. Натяжение ленточного полотна производится до оптимального уровня.Когда станок работает вхолостую, натяжение полотна ослабляется после определенного заранее установленного временного промежутка для уменьшения износа полотна.Направляющие ленточного полотна пилы
Ленточное полотно движется по вращающимся шкивам. В зоне реза полотно направляется посредством твердосплавных направляющих, которые обеспечивают точность хода и долгий жизненный цикл ленточного полотна. Правый блок зафиксирован, левый блок перемещается автоматически вместе с основными тисками. Положение левого блока регулируется в зависимости от ширины заготовки. Перемещение регулируемого блока позволяет устанавливать минимальную дистанцию между заготовкой и направляющей пилы.Привод пилы
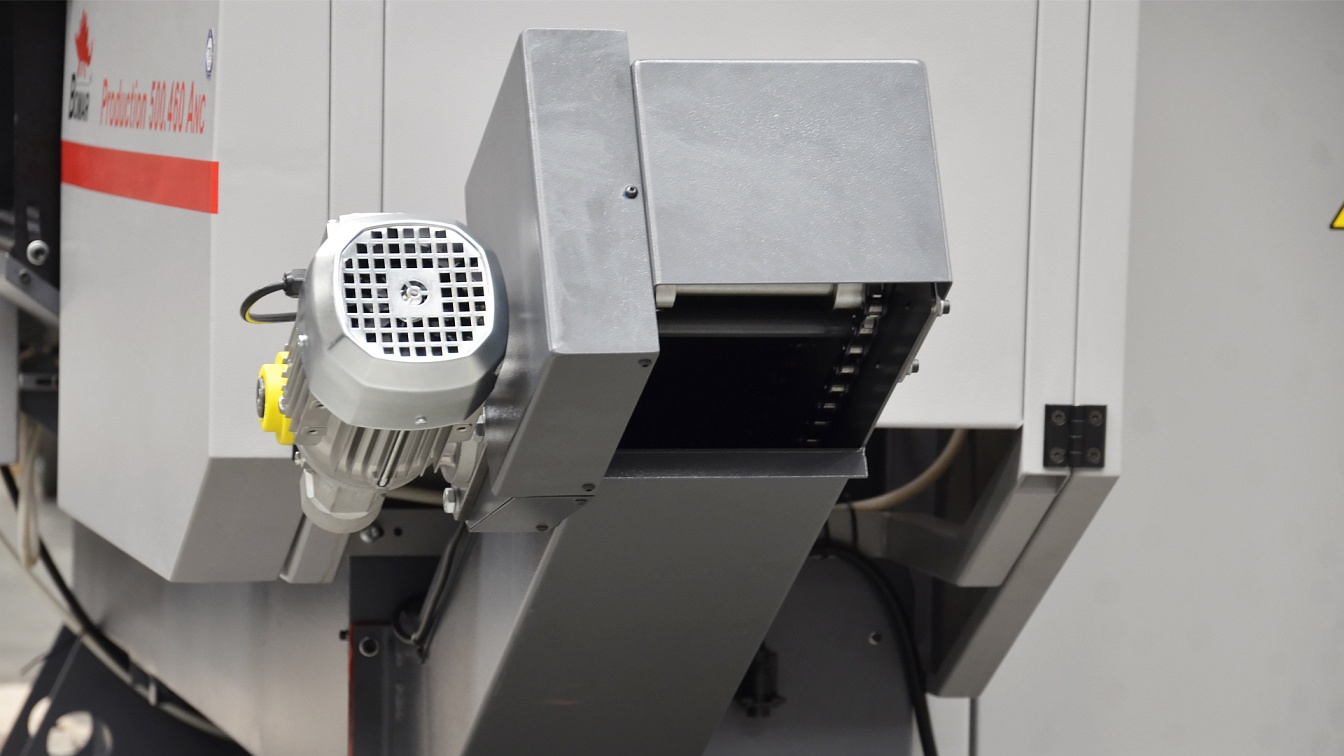
Привод пильного полотна осуществляется посредством двигателя, станок оснащен червячным редуктором, скорость перемещения ленточного полотна регулируется в диапазоне от 20 до 120 метров в минуту посредством частотного преобразователя напрямую с панели управления.Перемещение пильной рамы
Подача пильной рамы осуществляется гидравлическим путём, скорость опускания регулируется посредством гидравлического клапана и соответствующей кнопки на панели управления. Давление пильного полотна на заготовку постоянно отслеживается автоматическим устройством регулировки давления в зависимости от усилия сопротивления материала заготовки в процессе раскроя. Чувствительность регулятора давления настраивается индивидуально.Гидравлическое оборудование
Большая гидравлическая станция находится в легком доступе. Расположена с задней стороны станка. Блок клапанов гидравлической станции расположен отдельно для облегчения проведения технического обслуживания и настройки.Элементы управления и сервисного обслуживания
Все элементы для сервисного обслуживания ленточнопильного станка расположены в одном месте – на панели управления. Панель управления может свободно поворачиваться. Она располагается на поворотной консоли с фронтальной стороны станка на эргономичной высоте. Управление станком - очень понятное, легкое для восприятия и для обучения работе на станке благодаря понятным текстовым сообщениям на большом цветном дисплее и понятной диалоговой системе.Стандартная комплектация
- Технология заполнения пильной рамы, колонн и основания станка полимербетоном применяется для минимизации возникающих в процессе обработки заготовок вибраций.
- Подача заготовок производится посредством серводвигателя и шаро-винтовой пары.
- Подающие губки тисков регулируются по высоте при перемещении на линейных направляющих для компенсации неровности подаваемого материала.
- Пильная рама установлена на прецизионной предварительно нагруженной направляющей без зазора.
- Бесступенчатая регулировка скорости вращения полотна 20-120 м/мин
- Бесступенчатая регулировка скорости подачи и задача параметра чувствительности усилия резания на панели управления.
- Автоматическая регулировка усилия резания в зависимости от сопротивления материала заготовки в процессе раскроя.
- Гидравлическое натяжение полотна с автоматическим сбросом давления при выключении станка
- Электрическая приводная щетка для очистки полотна
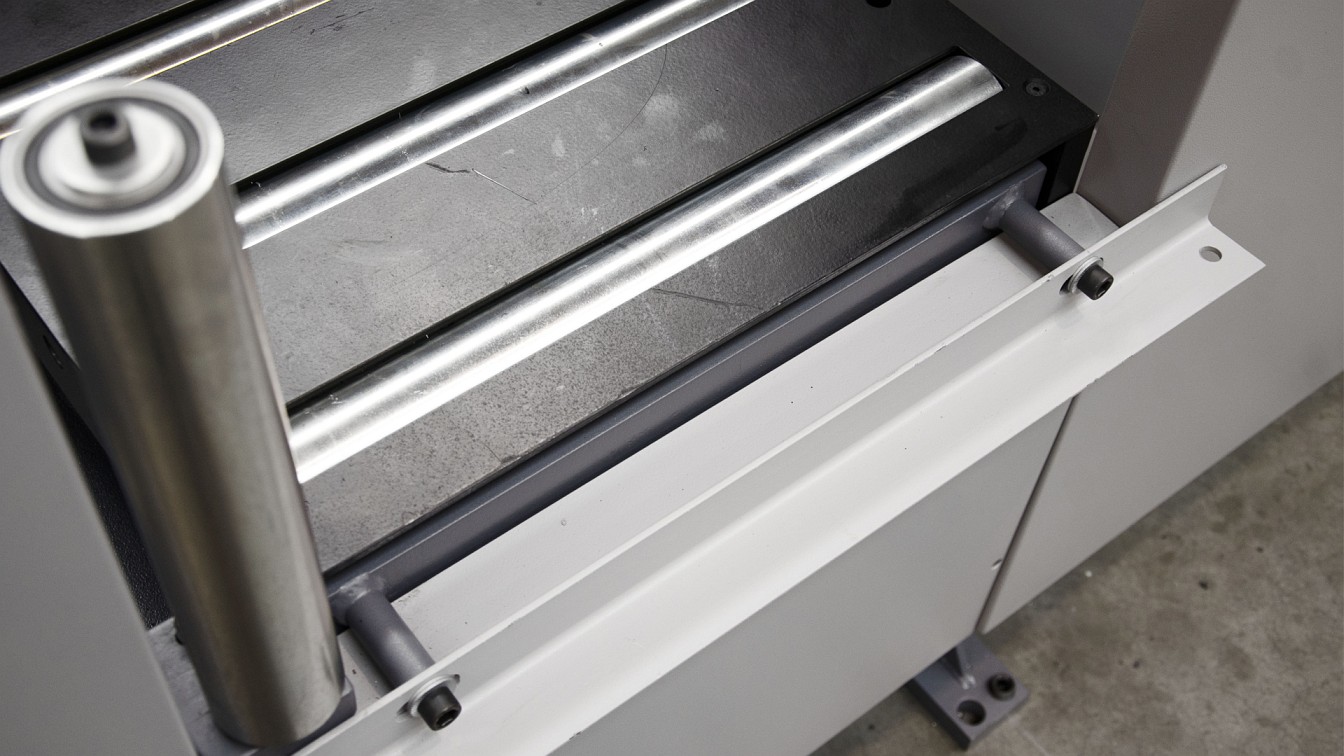
- Непрерывный рольганг для загрузки заготовок
- Упрочненные губки основных и подающих тисков
- Сдвоенные тиски позволяют зажимать заготовку до и после зоны раскроя, таким образом зажимая и заготовку, и отпиленную часть.
- Современное оборудование с ЧПУ, с большим цветным дисплеем и диалоговой системой управления.
Рольганги
Серия Х
Очень гибкое решение для обработки тяжелых заготовок. Благодаря уникальному профилю роликовые транспортеры серии X выдерживают большие нагрузки (до 2500 кг на 1 метр погонный у стандартных рольгангов). В зависимости от грузоподъемности меняются диаметры и типы роликов, их кол-во и межцентровое расстояние. Широкий ассортимент дополнительной оснастки позволяет комплектовать рольганги под требования заказчика. Рольганги выпускаются в приводной и не приводной версиях. Рольганги могут комплектоваться приводными поперечными цепными столами для загрузки и выгрузки заготовок. Для подбора системы загрузки и выгрузки заготовок обращайтесь к менеджеру.